
It has become common knowledge to both polymer floor coating manufacturers and installation contractors that high levels of moisture or high rates of moisture vapor transmission in a concrete floor slab can be very problematic when it comes to application of resinous polymer floor coatings. Delamination or raised fluid filled blisters are often seen as the direct result of moisture or vapor drive issues. Although there are two methods usually associated with measuring concrete moisture in a flooring survey, (ASTM F-1869 Calcium Chloride and ASTM F-2170 Relative Humidity), neither can predict for certain the future for the concrete slab. In other words, these tests, in essence, are a snapshot of current conditions. With this realization, end users must rely heavily on recommendations from both manufacturers and installers on best practice when it comes to preventing moisture failures.
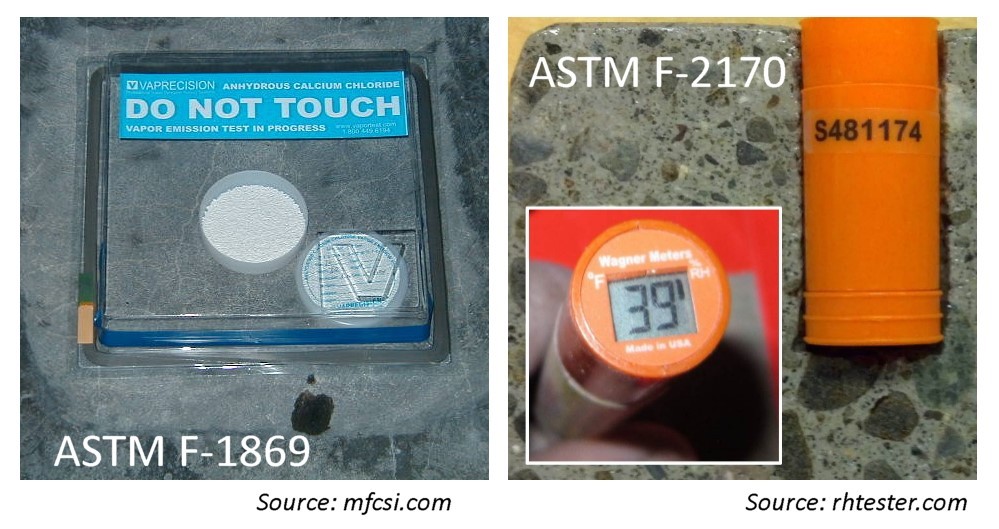
Common concrete moisture tests provide a snapshot of current moisture conditions, but do not tell the whole story about concrete moisture over time.
Addressing Moisture and Moisture Vapor Drive
Protective Industrial Polymers addresses the subject of moisture and moisture vapor drive in three fundamental ways. Of course, every situation presents its own unique combination of variables, limitations and expectations. Only a comprehensive flooring survey and review should be completed before any final recommendation is considered.
Method One:
The first method is to recommend a system which is very permeable and allows moisture and moisture vapor to simply pass through it. The concept is to utilize materials that are permeable enough to eliminate the possibility of water condensation at the coating/concrete interface resulting in hydrostatic pressure failure. These systems are usually thin film in nature. We recommend the use of a permeable, moisture-tolerant water based epoxy primer (Protect 1200 WR) and a topcoat of polyurethane (Protect 2000 Series). The urethane is applied thin at 3-4 mils. We highly recommend the use of a small aggregate (Protect GlossGrip) in these situations. The aggregate serves to break up the contiguous film of the urethane and renders it much more porous and permeable. Total system application thickness can range from 5-8 mils.
Method Two:
The second recommendation is made in the circumstance where a heavier build system (1/8”-3/8”) is required to cover and hide pitted or eroded concrete. For these, we recommend the use of Protect UC-Series, a polyurethane concrete mortar or slurry. These thicker build slurries and mortars can be applied from 1/8”-3/8”. The concrete nature and portion of this material attributes to its similar permeability rating of concrete. The aromatic urethane portion of the material possesses an inherent tenacious bond to the concrete substrate. Thin topcoats, if desired or specified, are applied as in the first example to allow moisture to continue its pass through.
Method Three:
The third recommendation is made when a polyurethane concrete mortar is not economically feasible, or if the application calls for only a medium film build thickness (15-30 mils) combined with a smooth, glass like finish. These systems can be only achieved with a high solids self leveling epoxy basecoat with optional smooth urethane finish. In these instances, we recommend our Protect 1300 MVR moisture vapor reducing primer. This 100% solids, direct-to-concrete epoxy primer must be applied at a minimum film build thickness of 16 mils. This thickness provides an IRC Class I vapor barrier of 0.1 perms or less. This is a specially formulated primer that penetrates deeply into the concrete substrate and provides a very chemical resistant layer at the bond interface of the concrete. This primer has the lowest permeability rating of all of our epoxy or polyurethane coatings. Therefore all other Protective Industrial Polymers coatings applied on top of this primer are much more tolerant to the reduced amount of vapor allowed through from the moisture vapor reducing primer. In simple terms, the moisture mitigating primer reduces the moisture vapor rate to a value that is better tolerated by traditional epoxy and urethane coatings.

Controlling concrete moisture and vapor drive will help ensure a long service life for a floor coating system
As can be seen, moisture level and drive in concrete is a very large concern for the long term sustainability of your epoxy or polymer flooring system. Current testing methods, in reality, only serve as a record of the condition of the slab at the moment of testing. Many things such as slab design, presence and makeup of a concrete blotter or vapor barrier, drainage design, and potential for changing water tables also play a large role in determining your best choice for a long lasting concrete floor coating system.
Need help determining which type of polymer flooring system is right for your business? Our Industrial Flooring Self-Assessment can help!


- The ABC’s of VOCs – Part Two - August 7, 2017
- The ABC’s of VOCs – Part 1 - May 13, 2017
- Polymer Flooring and Colder Application Temperatures - December 6, 2016